All seamed up
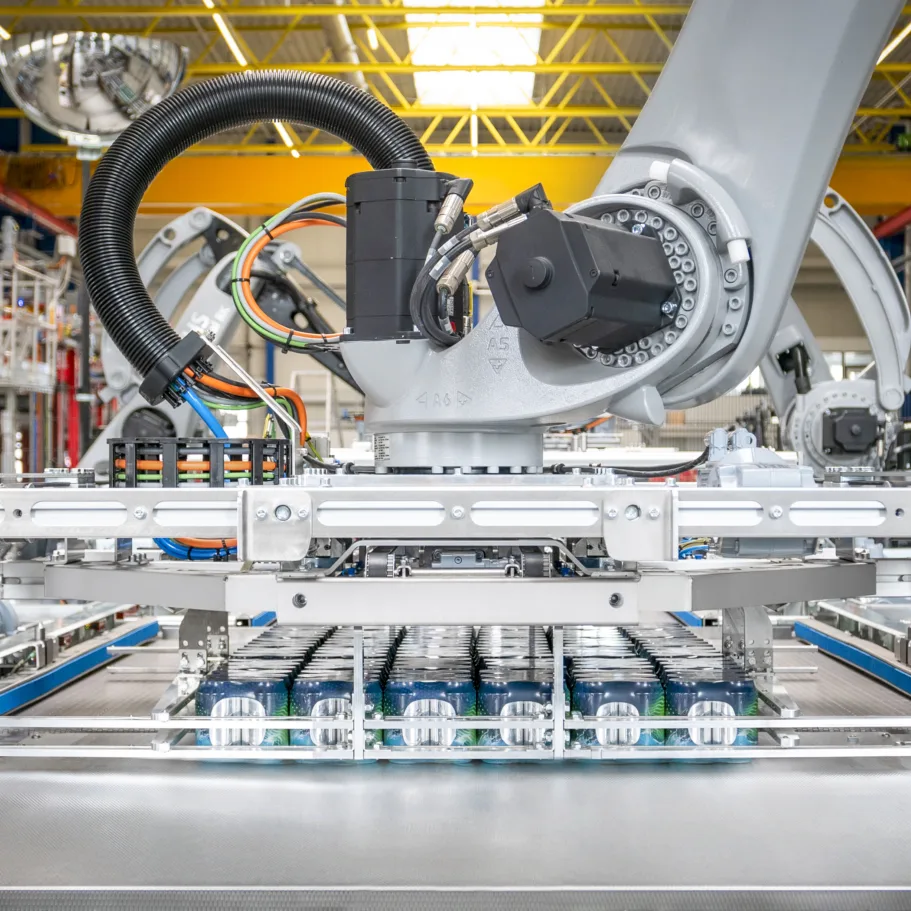
When it comes to can seaming, the Swiss machine manufacturer and market leader Ferrum sets standards in terms of quality, flexibility and efficiency. As an expert in can filling, a close partnership with KHS is almost a matter of course.
In light of the debate on the reduction of plastic waste, beverage cans are becoming more and more popular the world over. In order to best meet the growing demand for cost-effectiveness and environmental and consumer friendliness, this type of container is also being constantly optimized on several counts. For example, aluminum has long replaced steel as the can material and the walls have increasingly become thinner to save on resources; at the same time, the range of can sizes and formats on offer calls for high-precision, flexible processing machines. There is also the stability of drinking vessels that are growing more and more fragile to consider, plus product and format changeovers during production that must be as quick and efficient as possible.
Proven partner
This development not only has to be accounted for by KHS’ two filler series Innofill Can DVD and Innofill Can C that today are heralded as technological benchmarks in the industry; the seamers that firmly attach the lids to the containers also have to adjust to dynamic market requirements. Ferrum has long established itself on the market as a competent partner for these machines, without which no canning line would be complete. Like KHS, the Swiss company looks back on a long tradition, with the first mechanical closure system launched over 100 years ago. The company’s installed base now numbers a total of 2,700 machines worldwide. Systems built by the Swiss engineering company can be found in operation at all of the big beverage producers of renown.
What impact do the current changes have for seamers, however? “Lightweight cans present this technology with a number of really big challenges,” says Marc Zubler, head of Sales and Product Management at Ferrum Packaging. “The thinner and more unstable they become, the more likely they are to be damaged during processing. All it takes is the tiniest protruding edge on a can guide that an operator may have overseen. Just think about the dynamics of our systems that compared to the filler itself are rather compact in size: with their small pitch circle they develop an enormous centrifugal force because of the high speed, meaning the machine has to be set up with absolute precision right down to the last tenth of a millimeter.” Although the weight of an aluminum can has shrunk over the last 35 years by over 60% from 23 grams to nine grams today, this is by no means the end of the road, states Zubler. He’s convinced that the industry will continue to try and save on materials until the number of disruptions to the production process becomes too great.
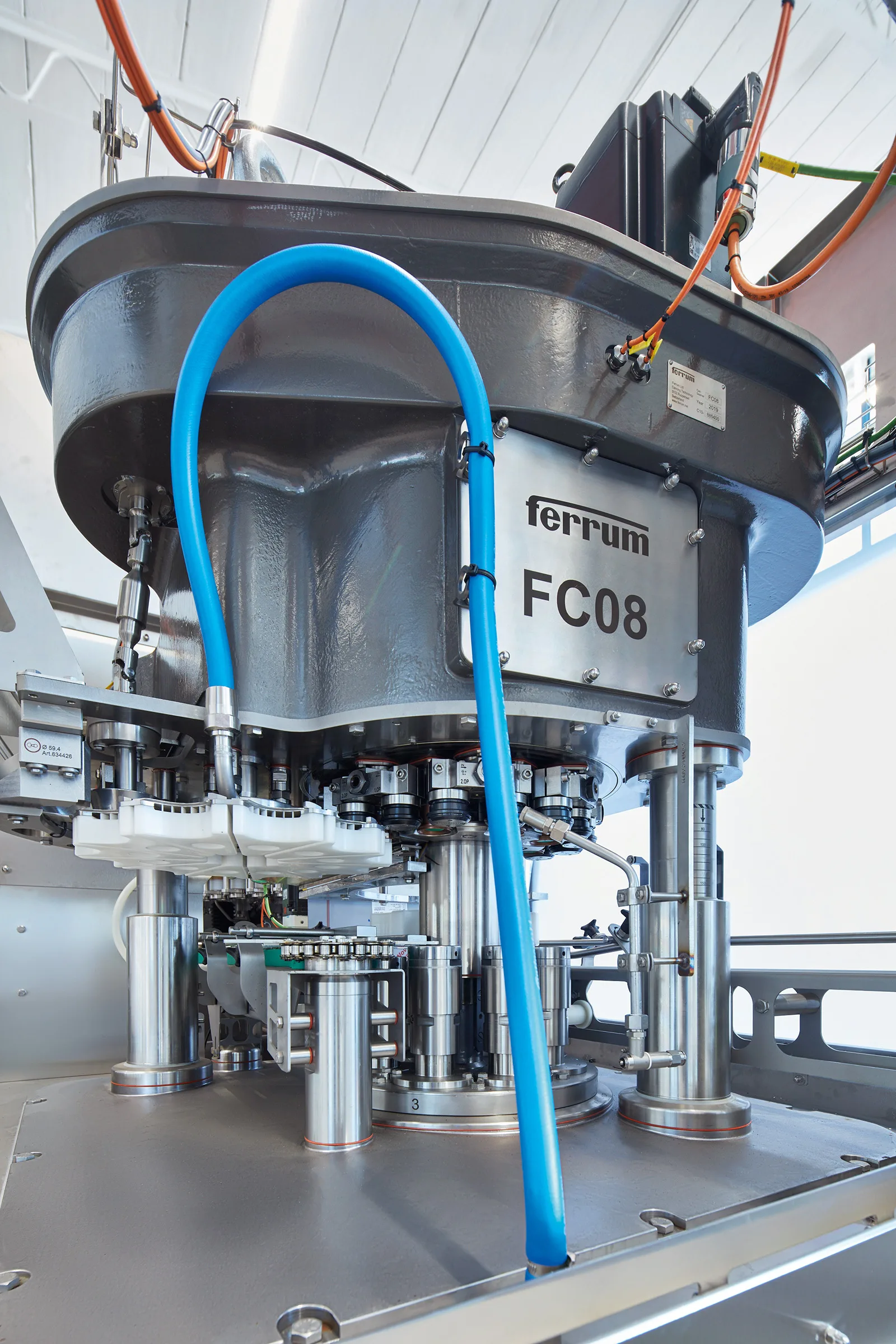
The Ferrum FC08 seamer has eight seaming stations – at 19,800 to 60,000 cans per hour, this machine is in the medium capacity range.
Taste-neutral processing
The filler/seamer block also faces increasing demands when it comes to hygiene. In view of the rising number of beverage variants, protection against taste carryover is growing ever more important. Besides precisely coordinating the product sequence in the production plan, a task that requires sound knowledge, there are various technical measures that minimize the risk of different flavors being mixed – such as when switching from energy drinks to near-water beverages. Seals are thus made of FKM or FFKM or what are known as elastomers that are resistant to the ingredients in the filled products and absorb and release practically no flavors. “On our can fillers taste-neutral filling and processing have top priority. Our filling valves are equipped with a bell guide with PTFE (Teflon) expansion joints instead of conventional sliding seals – to the same effect,” explains Timo Jakob, design engineering manager for filling technology at KHS. The seals aren’t just good at preventing taste carryover, however, “They also double the service life of the filling valves and are easier to clean,” Jakob emphasizes. “The same goes for the entire machine, with cleaning intervals reduced by 20% and maintenance cycles much longer. This is largely facilitated by the extremely hygienic design of the filler and the elimination of water lubrication in the filler carousel area that at the same time effectively prevents the open cans from being soiled.”
Speed and easy handling of format changeovers are essential for flexibility – not only on the filler but also on the seamer. “Our machines can be easily converted with just a few manual adjustments thanks to the integrated quick-change tool system,” says Zubler. “As an option, the seaming cam can also be supplied as a manual disengageable and quick-adjustment variant or as a fully automatic seaming cam that can be easily operated from the HMI. This in turn ensures maximum flexibility and efficiency, especially where different materials such as aluminum or steel are used. Additional colored markings on each format also make changeovers even easier and safer for operators.” While can height adjustment is extremely simple and converting the diameter poses little challenge to either the machine or the operator, changing the lid size is a bit more complex, Zubler tells us. This is why beverage canners are increasingly tending to seal sleek cans with the slightly smaller 200 slim can lid in place of the usual 202 lid, despite the sleek cans being five millimeters wider in diameter.
»Together with Ferrum we enjoy great trust among our customers in the beverage industry.«

Design engineering manager for filling technology, KHS
Not as simple as it seems
The basic principle behind seaming involves the aluminum lid being placed on the can, its edge being folded over the flanged can rim and pressed together by the seaming head and seaming roller on the seamer. This creates a bond between five layers of metal that fit tightly together. As this apparently simple process requires complex expertise, Ferrum has its own seaming laboratory that develops systems perfectly catered to market requirements.
Immediately prior to seaming, the cans undergo undercover gassing that reduces the amount of oxygen in the headspace to a minimum in order to give the product the longest possible shelf life. With still beverages a few milliliters of liquid nitrogen are used that at a temperature of -178°C first form a small blob of ice on the surface of the liquid. This melts within the space of a few seconds and turns into a gas that stabilizes the now sealed container so that it can no longer be compressed. With carbonated beverages, on the other hand, CO2 is used. “The reduction in CO2 consumption many major beverage producers are calling for is a big issue for us,” Zubler claims. This is why Ferrum is the only supplier on the market to date to enable gas consumption to be set and thus lowered for each different can format at different capacities on its younger generation of seamers.
“As an option, our machines can also be equipped with a CO2 extractor that removes the CO2/air mixture from the seamer and the operator’s working area,” says Zubler. This step now takes place at the base of Ferrum’s latest-generation seamers instead of at the top, as was previously the case. This is an optimization considering that CO2 is heavier than air. “With the help of the extractor the CO2 concentration is considerably lowered in the seamer product area,” Zubler explains. “As the air quality in the vicinity is demonstrably improved, this measure results in greater safety in the workplace.” The extracted CO2 is safely discharged to the outside of the building by a piping system.
»The support from KHS’ global service network makes our partnership a classic win-win situation.«

Head of Sales and Product Management, Ferrum Packaging
High performance
While most competitor systems process a maximum of 100,000 cans per hour, Ferrum supplies equipment that can handle up to 2,500 cans a minute – or 150,000 an hour. Thanks to their stable performance, the seamers score on high availability and optimum efficiency, thus creating great trust among Ferrum’s partners in the beverage industry. “This is one of the reasons why our successful long-term partnership is of such great significance to us both,” Jakob stresses. “KHS ultimately enjoys a good reputation as an expert for can fillers in all capacity ranges.” The companies’ close cooperation is also to be continued and further intensified in the future. The aim is to develop even more efficient plant machinery, including a filler/seamer block from a single source.
KHS and Ferrum already offer their customers integrated systems that satisfy the growing demand for efficiency, sustainability and automation. Their joint success is further cemented by their cooperation as regards service and after sales. Ferrum Packaging alone has its own sales and service network with five production sites and 48 offices worldwide and is proud of its “unbeatable reaction time”, as Mark Zubler puts it. The Swiss are also supported by KHS’ global service network, making this partnership a classic win-win situation. And not only those directly involved benefit from this; ultimately – and first and foremost – so do the companies’ customers.