Better and quicker
With three important improvements KHS has qualified its modular Innofill PET DRV filler for faster and even more effective filling of still and carbonated beverages into PET bottles with the usual reliable standard of quality – even under extreme conditions.
Normally used with a stretch blow molder in a duo block – or with an additional labeler in a TriBlock – the Innofill PET DRV now boasts three new features. This enables the filler to cater even better for the growing demands of the beverage industry specifically with regard to still and carbonated beverages: firstly, bottlers profit from higher speeds for large containers without having to compromise on flexibility. Secondly, KHS has redefined its own concept of high speed with an output of up to 90,000 PET bottles per hour. And thirdly, the use of bottle base full jet cooling ensures an even more reliable standard of quality.
High capacity for large containers
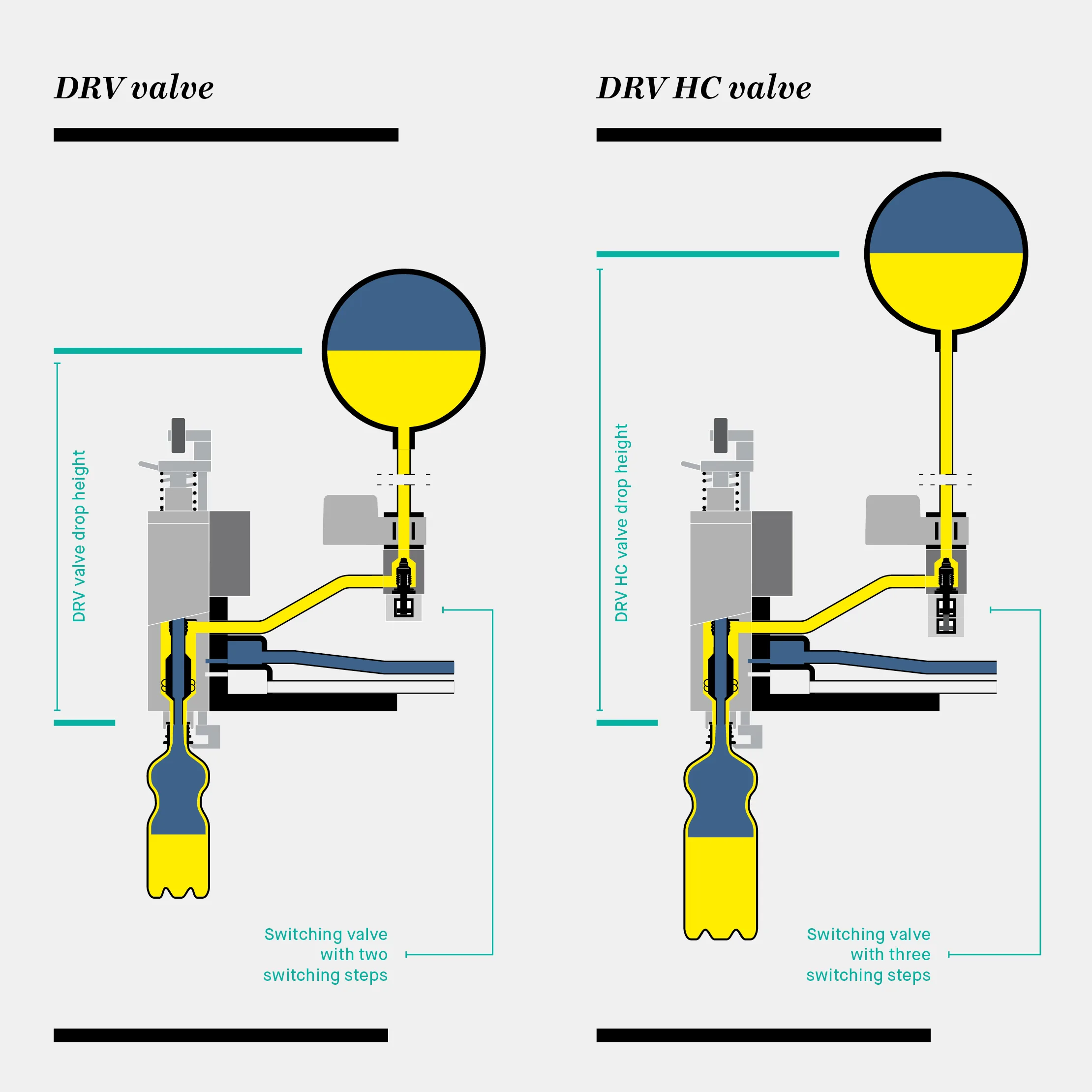
With its new Innofill PET DRV HC (high capacity) filler option, KHS provides precisely the extra flexibility the dynamic market requires when filling large containers holding 1.5 liters or more. Thanks to two technical optimizations the machine output can be boosted by up to 15% for these sizes of container. On the one hand, the product bowl has been raised, increasing the static height between the tubular ring vessel and filling valve. This results in a higher filling speed. To be able to provide full flexibility despite this, on the other hand the pneumatic switching valve between the tank and filling valve now has three switching steps instead of two.
This gives beverage producers the choice between three different filling speeds on the Innofill PET DRV HC, allowing them to now fill both small and large container formats in optimum quality and time. CO2 consumption is not affected by the different filling speeds: whereas 150 grams of carbon dioxide per hectoliter are needed for a 300-milliliter bottle, as the volume rises this amount gradually decreases, reaching about zero for a 1.0-liter container. For larger containers no CO2 is needed at all. “The reason for this exceptionally low consumption lies in us doing away with nozzle technology in the filling valve which we used to use to control the filling speed in the bottle,” explains Manfred Härtel, filling product manager for KHS in Bad Kreuznach. “On our new modular platform, this is regulated on the product path between the tubular ring bowl and filling valve so that gas is no longer lost.”
Want to find out more about our enhanced Innofill PET DRV filler? Then please visit khs.com for further information!
Speed further increased
What’s more, KHS has upped the already high speed on its DRV fillers to service the Asian market in particular, for instance. “With an output of up to 90,000 containers per hour for carbonated soft drinks we’ve reacted to the growing demands of our customers,” says Härtel. “At these high speeds the key trick is to convey the beverage containers as gently and safely as possible to prevent damage and not spill any of the contents.” With the help of cutting-edge simulation technology the impact of centrifugal force on beverage sloshing in the bottle is computed. In CFD* calculations the bottle contour, fill level and diameter plus the star geometries and capacities are used to determine precisely how the liquid in the bottle behaves and moves during the filling and capping process. To facilitate a reliable production process, machine geometries are adjusted on the container conveyor and stars, for example.
* CFD = Computational Fluid Dynamics or the calculation and simulation of gas and liquid flows.
Higher speed for larger containers
Cool base instead of cold feet
The newly developed bottle base cooling function is part of the energy-efficient and particularly compact block system. Härtel states that “when filling carbonated soda pop or mineral water, the PET bottles need to be able to withstand the required filling pressure. To provide the necessary stability, the container leaving the stretch blow molder at a temperature of about 80°C has to be cooled down as quickly as possible so that it becomes completely solid. This is particularly necessary with bottle bases that have a complex design, which is where the injection point is. In tropical regions especially, with very high shop temperatures in some places, the previous method of convection cooling with a mixture of air and water soon reaches its limitations. In the worst case, damage to the base material while it’s still soft with a negative impact on the bottle’s stability or leak tightness cannot be completely ruled out.”

Bottle base full jet cooling is extremely effective and gentle, ensuring stability and improving hygiene.
In order to eliminate this risk from the very start, KHS has introduced its extremely effective and gentle bottle base full jet cooling procedure where the containers achieve adequate stability prior to pressurized filling. Water consumption is regulated by a filtered cooling water circuit and therefore greatly reduced. Besides its excellent cooling properties, the process is also convincing with its improved hygiene and use of two fewer stars. “This reliable technology is now the new standard for our Innofill PET DRV filler,” Härtel concludes.
Any further questions?
Manfred Härtel
KHS GmbH, Bad Kreuznach, Germany
+49 671 852 2644 manfred.haertel@khs.com